Гидрошпонка УВ (ПВХ-П)

Для усадочных швов бетонирования
Описание
Гидрошпонка УВ (ПВХ-П)
Экспертный подход к гидроизоляции деформационных швов.
При строительстве ответственных бетонных и железобетонных сооружений, контактирующих с водой, ключевым узлом надежности является герметизация деформационных и рабочих швов. Гидрошпонка УВ (ПВХ‑П) — это профилированная лента из пластифицированного поливинилхлорида, разработанная для создания непроницаемого барьера в условиях высоких гидростатических нагрузок и подвижек конструкций.
В отличие от стандартных уплотнителей, данный тип шпонки обеспечивает компенсацию температурных изменений, усадки бетона и вибраций, сохраняя целостность гидроизоляции на протяжении всего срока эксплуатации объекта.

География использования гидрошпонок УВ охватывает объекты промышленного и гражданского строительства с повышенными требованиями к водонепроницаемости:
1. Подземные сооружения: тоннели, паркинги, коллекторы, переходы (защита от грунтовых вод).2. Гидротехнические сооружения: резервуары для воды, бассейны, очистные сооружения, дамбы.3. Фундаменты: заглубленные плиты и стены подземных этажей при высоком УГВ.4. Инженерная инфраструктура: колодцы, насосные станции, водосбросные лотки.
Гидрошпонка типа УВ изготавливается методом экструзии из пластифицированного поливинилхлорида (ПВХ‑П) . Этот материал специально адаптирован для длительного контакта с цементным молоком и агрессивными средами.
Ключевые параметры модельного ряда:
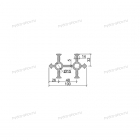
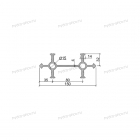
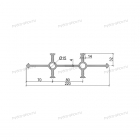
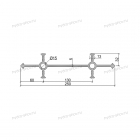
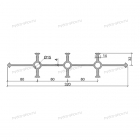
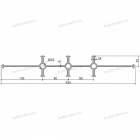
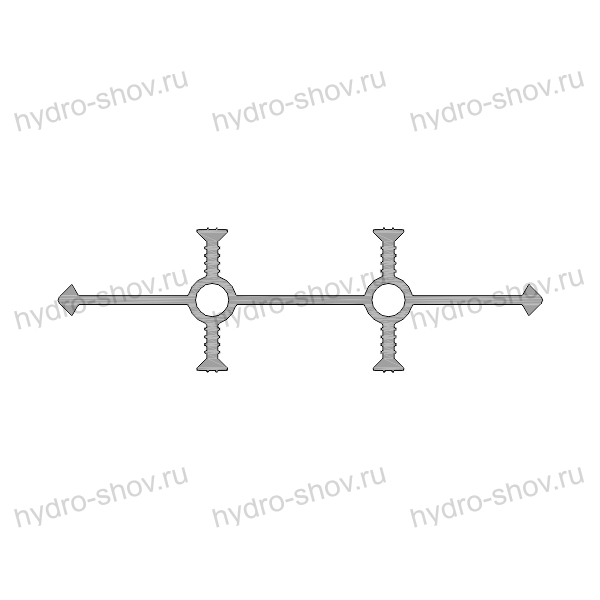
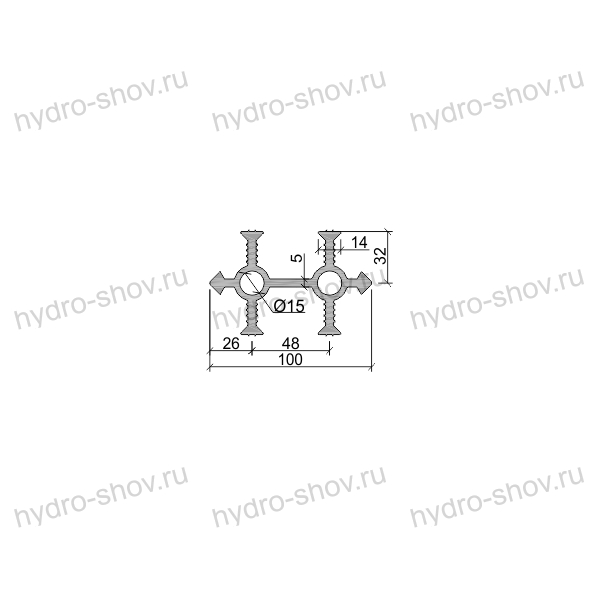
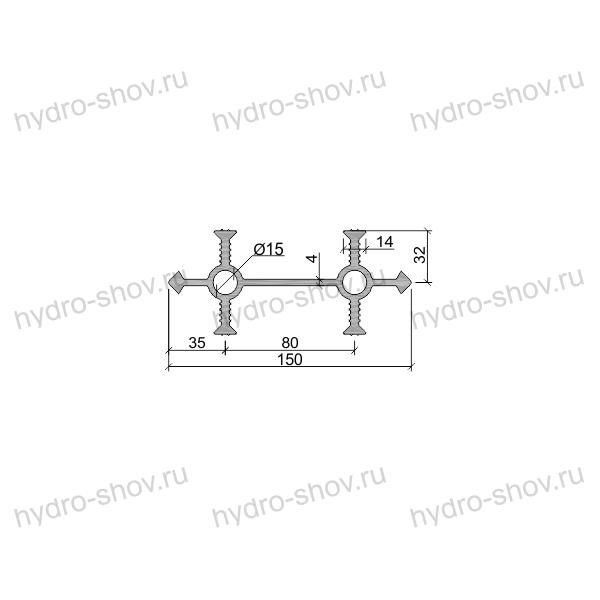
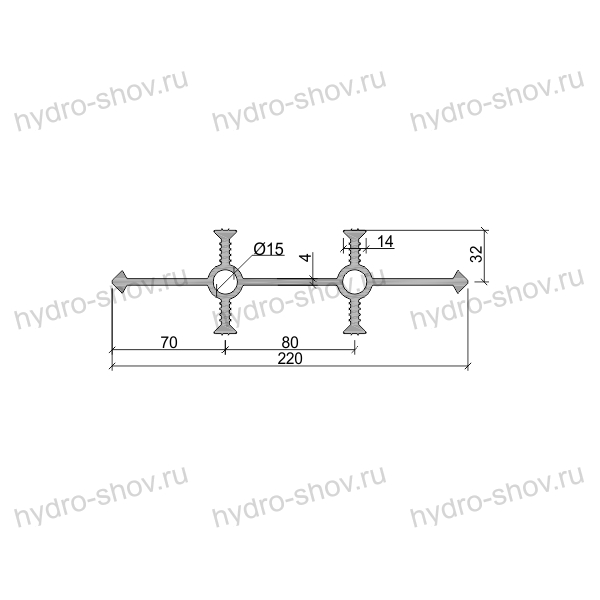
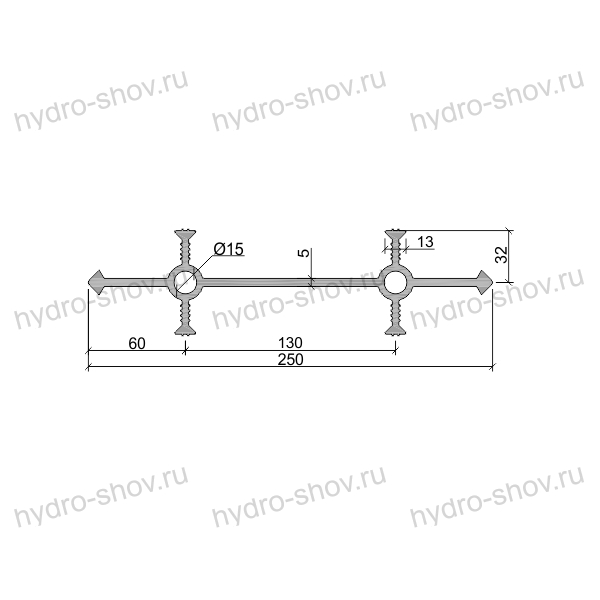
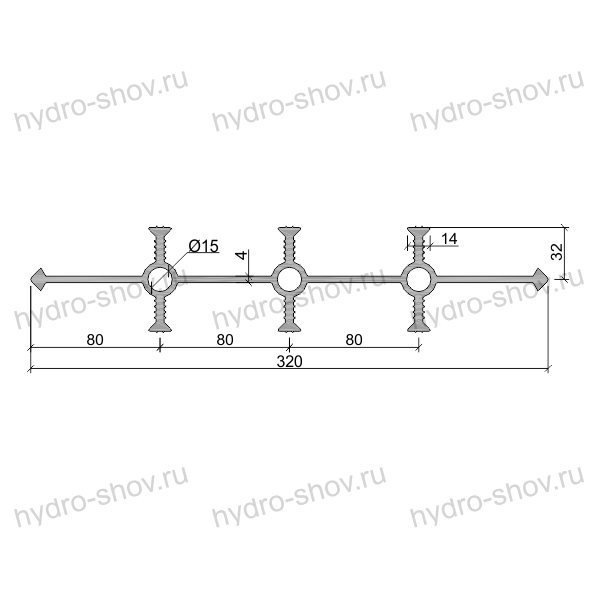
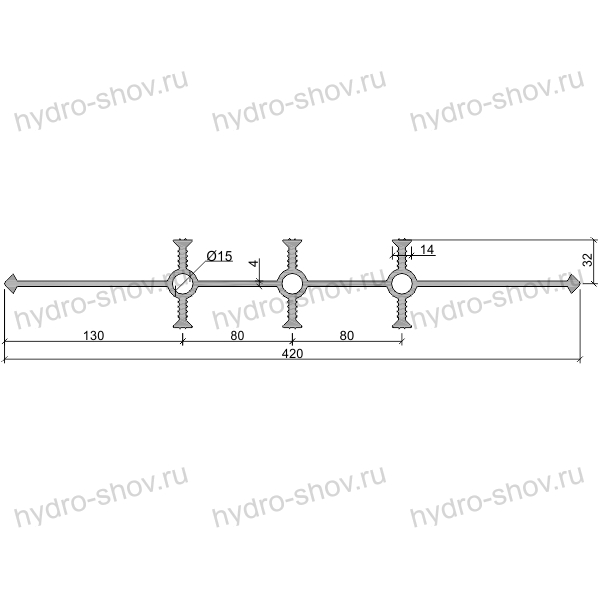
1. Ширина (рабочая зона): от 100 до 420 мм.2. Конфигурация анкеров: 4 или 6 лепестков (высота анкера — 30 мм).3. Физико‑механические свойства:3.1. Водостойкость: выдерживает давление до 0,33 МПа (3,3 атм), что обеспечивает полную герметизацию.3.2. Эластичность: компенсирует раскрытие шва до 5 мм и сдвиги до 4 мм.3.3. Температурный режим: стабильна при эксплуатации от ‑40°C до +70°C, что критически важно для регионов с суровым климатом.3.4. Долговечность: заявленный срок службы — до 50 лет без потери свойств.
Доступные типоразмеры:
| Модель | Ширина, мм | Кол‑во анкеров | Применение |
| УВ‑100‑4/30 | 100 | 4 | Швы с минимальными подвижками, малые фундаменты |
| УВ‑150‑4/30 | 150 | 4 | Стандартные деформационные швы зданий |
| УВ‑220‑4/30 | 220 | 4 | Универсальный вариант для подземных конструкций |
| УВ‑250‑4/30 | 250 | 4 | Гидроизоляция стен подпорных и резервуаров |
| УВ‑320‑6/30 | 320 | 6 | Объекты с высоким напором воды (тоннели, бассейны) |
| УВ‑420‑6/30 | 420 | 6 | Сооружения с экстремальными нагрузками |
Правильное проектирование — залог того, что шпонка будет работать как единое целое с конструкцией. На этапе разработки КМД (конструкций металлических деталей) и раздела «Железобетонные конструкции» необходимо учитывать:
1.Выбор типа по давлению: Для объектов с напором воды более 10 метров рекомендуется использовать широкие профили УВ‑320 или УВ‑420, имеющие увеличенную площадь контакта с бетоном (6 анкеров).2. Сопряжение в узлах: В местах примыкания вертикальных и горизонтальных швов, а также на поворотах, необходимо проектировать использование фасонных элементов (крестовин, тройников) или организовывать надежное соединение сваркой встык.3. Учет деформаций: При расчете сечения шпонки важно закладывать запас по прочности на растяжение/сжатие, чтобы компенсировать усадочные процессы тяжелого бетона.
Качественная установка гидрошпонки УВ требует строгого соблюдения технологии. Нарушение герметичности стыков сводит на нет гидроизоляционные свойства всей конструкции.
Перед началом бетонирования первого захватки шпонку фиксируют к арматурному каркасу с помощью вязальной проволоки. Вторую, свободную часть профиля аккуратно укладывают в защитный карман из оцинкованной жести или пенопласта, чтобы предотвратить повреждение при демонтаже опалубки.
Для получения монолитного полотна используется метод контактной сварки нагретым инструментом (термоножом). Процесс выполняется в следующем порядке:
1. Подготовка кромок: Торцы соединяемых отрезков обрезаются строго перпендикулярно (используется алмазный диск или монтажный нож).2. Нагрев: Температура рабочей поверхности термоножа выставляется в диапазоне 185–195°C (оптимальный режим для ПВХ‑П).3. Оплавление: Обе соединяемые поверхности одновременно прижимаются к зеркалу термоножа до образования равномерного валика расплава.4. Соединение: Инструмент удаляется, и оплавленные торцы с усилием сжимаются между собой. Важно избегать перекоса оси шпонки.5. Выдержка: Шов выдерживается в неподвижном состоянии не менее 5 минут до полной кристаллизации материала. Контроль качества сварного шва осуществляется визуально (отсутствие непроваров и смещений) и методом «на разрыв» на образцах.
После фиксации шпонки и сварки всех стыков (включая пересечения) производится бетонирование второй захватки. Важно исключить попадание крупного заполнителя непосредственно под «лепестки» шпонки и обеспечить качественное вибрирование смеси без смещения профиля.
1. Какую гидрошпонку УВ выбрать для бассейна или резервуара с питьевой водой?
Для объектов с постоянным гидростатическим давлением и агрессивной средой (хлорированная вода) оптимальны модели УВ‑320‑6/30 или УВ‑420‑6/30. Они имеют шесть анкеров, обеспечивающих надежную анкеровку в бетоне, и повышенную ширину, что гарантирует герметичность даже при динамических нагрузках. Материал ПВХ‑П допущен для контакта с питьевой водой.
2. Можно ли выполнять сварку гидрошпонки в полевых условиях (на стройплощадке)?
Да, технология сварки нагретым инструментом (термоножом) специально разработана для монтажа на объекте. Главные условия — чистота соединяемых поверхностей, соблюдение температурного режима (185–195°C) и выдержка шва не менее 5 минут без нагрузок. Для ответственных узлов рекомендуется проводить контроль качества сварного соединения.
3. Нужно ли использовать фасонные элементы (крестовины, углы)?
При устройстве Т‑образных или крестообразных пересечений швов, а также при поворотах шпонки в углах сооружений использование готовых фасонных изделий обязательно. Сварка «внахлест» в таких узлах не гарантирует водонепроницаемости. Мы поставляем полный спектр фасонных частей, аналогичных по материалу и профилю.
4. Как хранить гидрошпонку зимой при отрицательных температурах?
ПВХ‑П сохраняет эластичность до –40°C, поэтому материал не требует специального подогрева перед монтажом. Однако перед размоткой бухты рекомендуется выдержать её при температуре выше –15°C в течение нескольких часов, чтобы избежать излишнего напряжения. Хранить рулоны следует в заводской упаковке, вдали от острых предметов и масел.
5. Совместима ли гидрошпонка УВ с битумными гидроизоляционными материалами?
Прямой контакт ПВХ‑П с битумными составами не рекомендуется, так как пластификаторы могут мигрировать, снижая эластичность. Если проектом предусмотрена обмазочная битумная гидроизоляция, необходимо отделить шпонку слоем геотекстиля или предусмотреть конструктивный разрыв.
6. Какой срок службы и гарантия на гидрошпонку?
Заявленный производителем срок службы — до 50 лет. Предоставляется гарантия качества на материал и заводские сварные швы. При соблюдении технологии монтажа и проектных решений гидрошпонка УВ сохраняет свои гидроизоляционные свойства на протяжении всего срока эксплуатации сооружения.
Мы предлагаем не просто поставку материала, а комплексное инженерное сопровождение:
1. Сертифицированная продукция: Соответствие ГОСТ и требованиям проектной документации.2. Инжиниринг: Помощь в расчете сечения и конфигурации шпонки под конкретный проект.3. Полный ассортимент: Наличие всех типоразмеров (от УВ‑100 до УВ‑420) и фасонных частей.4. Консультации по монтажу: Методическая поддержка специалистов по сварке и установке шпонок на объекте.5. Логистика: Оперативная доставка по РФ.